

A commonly used method of installation in structural steel is the Twist-Off Tension Control (TC) Bolt method. When paired with a shear wrench, this method provides a fast, efficient, and repeatable way of installing TC bolts.
In this blog, we’ll break down how to perform this method, what to look for during pre-installation verification (PIV), the role of a shear wrench, key installation considerations, and how environmental factors can impact performance.
Method Overview
The Twist-Off Tension Control (TC) Bolt method is one of five bolting installations. This method utilizes a shear wrench to tighten the bolting assembly and remove the splined end once the correct tension is achieved.
Pre-installation verification (PIV) is conducted on the jobsite to confirm that all jobsite tools and components are working together to meet required specifications before installation begins.
What makes this method especially reliable is its built-in visual indicator: once the spline twists off, the installer knows the required tension has been reached. This reduces guesswork and improves consistency across installations, making TC bolts a preferred choice in steel projects.
Shear Wrenches: Function and Operation
Shear wrenches are specialized tools designed to install tension control (TC) bolts. Their function is to tighten the bolting assembly by simultaneously engaging with two key parts of the fastener: the nut and the spline.
During operation:
- The outer socket turns the nut clockwise
- The inner socket grips the spline, preventing rotation
- Tension builds in the bolt as the nut tightens
- Once the engineered tension is reached, the spline shears off
TC bolts are designed to achieve a precise tension, and once the splined end breaks off, it ensures the bolt is tightened correctly. This system simplifies the installation process and provides a visual indication that the bolt has been properly tightened.
Important Operational Note
Shear wrenches do not automatically stop when the spline breaks. The operator must manually release the trigger to stop the tool, then pull the ejector lever to remove the severed spline from the inner socket.
Continuing to run the wrench after installation can lead to unnecessary wear on the tool or surrounding components. Proper operator awareness is essential for both tool longevity and installation quality.
Installation Process: Step-by-Step
The Twist-Off Tension Control (TC) Bolt method is outlined by the Research Council on Structural Connections (RCSC), Specification for Structural Joints Using High-Strength Bolts.
Both pre-installation verification (PIV) and actual installation of TC bolts follow the same core steps. PIV allows workers to confirm proper tension and become familiar with the method before installing in the steel.
- Snug-Tightening
The bolting assembly must be installed to snug-tight condition ensuring the connection is drawn into firm contact prior to pretensioning and is achieved with a few impacts of an impact wrench or the full effort of an ironworker using a spud wrench. Refer to RCSC Section 8.1 (pg.16.2-60). - Intermediate Verification
Before proceeding, verify that the splined end on the bolt has not been severed. If it has already broken, it indicates improper installation or tool use and must be addressed before continuing. - Pretensioning
Using a shear wrench, tighten the assembly until the splined end shears off. The removal of the spline indicates that the proper tension has been achieved. - Final Verification
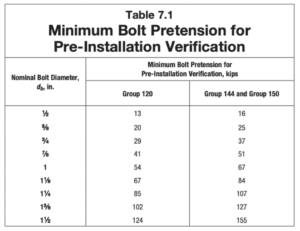
After installation, confirm that the splined end has been completely severed.- If performing a PIV with a bolt tension calibrator, check the gauge to verify that the tension meets or exceeds the minimum required values specified by RCSC Table 7.1 (pg.16.2-54).
- If the spline is still present or the minimum tension is not met, the bolt has not been properly installed.
Additionally, if the actual tension is below specification, the cause must be identified and resolved before proceeding with further installations. Reworking the same bolting assembly is not permitted, unless explicitly allowed under applicable specifications, and only if all assemblies are treated consistently.
What Causes Failed PIV Tests?
When a PIV fails, it’s easy to assume the bolt is defective. In reality, TC bolts are rarely the issue. Most failures stem from environmental conditions or procedural errors such as:
Failure to Snug-Tight Properly
Snug-tightening is not optional and is required by the AISC/RCSC specifications. If the assembly is not drawn into firm contact before pretensioning, proper tension cannot be achieved.
Storage & Environmental Conditions
Exposure to debris and moisture due to improper storage can negatively impact both tools and fasteners leading to poor installation performance and PIV results.
Temperature Effects
TC bolts are supplied with a factory-applied lubricant.
- In cold weather, lubricant becomes thicker and viscous, increasing friction and resistance that can cause the spline to shear prematurely before the required tension is fully achieved.
- In hot weather, lubricant thins out reducing friction and lowering installation tension. In some cases, the nut may continue rotating, which can lead to the bolt breaking instead of the spline.
Best Practices: Installation & PIV
To maintain performance and reliability across jobsite conditions, the same core best practices apply to both installation and pre-installation verification (PIV). The key difference is that PIV is performed in advance to confirm those practices will produce the desired results.
Core Best Practices
Whether performing a PIV or actual installation:
- Store bolts and tools properly to avoid exposure to environmental factors.
- Keep tools clean, maintained, and regularly serviced.
- Follow all specified procedures for the selected installation method.
- Ensure workers are trained on proper installation method and tool operation.
Understanding how environmental and procedural factors affect installation helps crews avoid costly errors and maintain consistent, reliable results.
PIV Best Practices
Pre-installation verification (PIV) is conducted prior to installation to confirm that tools, fasteners, and procedures will perform as expected under jobsite conditions.
When performing a PIV, we recommend:
- Conducting it onsite, using the exact same tools and setup that will be used during installation.
- Ensuring all variables match real conditions, including jobsite environment and temperature.
Following these practices helps identify potential issues or incompatibilities before any actual work begins.
It is also important to note:
- Final verification must be the last step in the installation process for each bolt assembly.
- Pretensioning should only be performed after all connections have been brought to a snug-tight condition or drawn into firm contact.
- Shear wrenches do not have a reverse function, using a nut buster is the recommended tool to remove bolts from the testing setup.
Why Clean Power Matters
Corded shear wrenches rely on a steady and consistent power supply to operate effectively. Insufficient or fluctuations in power can impact tool performance and eventually cause damage. To avoid “bad power”:
- Use properly sized generators or reliable jobsite power sources.
- Avoid overloading circuits shared with other high-demand tools.
- Use high-quality, appropriately rated extension cords.

